The Vallourec Umbilicals company at its Venarey Les Laumes plant in the heart of France is demonstrating how – thanks to laser welding – it is possible to produce pipes with excellent mechanical properties while reducing wall thickness. Using an 8 kW CO2 laser and a profile welding system (PWS) from Rofin, about 10 meters of laser-welded stainless steel pipes per minute are produced there.
The French Vallourec Group’s core business is the manufacture of high-quality steel pipes, which are used primarily in the oil and gas industry. For several years, the company has been developing a new technological branch for the oil industry. A special field here is the so-called “subsea umbilicals,” which are underwater piping systems for carrying various utilities such as power cables, cables or fiber optics.
Umbilicals are an important part of subsea installations and are used to transport fluids or provide power transmission or information transfer between drilling rigs and the control station. Understandably, these supply pipelines, which are used at depths of several thousand meters, must be particularly robust, but few people are aware of how they are manufactured. In 2011, the corporation created a subsidiary, Vallourec Umbilicals, specifically dedicated to the production of pipes routed inside umbilicals.
The right material is the most important thing
Stainless steel pipes are usually seamless, as they must withstand the highest loads. The cost of producing them consists of half the material and half the manufacturing cost. By using a laser welding process – in addition to improving technical properties – material and manufacturing costs are also reduced.
The first challenge was choosing the right material. Pipes conducted in media such as seawater require materials with very high corrosion resistance. Stainless steel smelted by the duplex method, that is, stainless steels with almost the same austenite and ferrite phase ratios, provide the highest corrosion resistance with good strength properties at the same time. The so-called super duplex steel 1.4410 is characterized – thanks to its special alloying composition (chromium 25%, nickel 7%, molybdenum 4 to 5% and nitrogen 0.3%) – by the best properties with regard to corrosive media found in the maritime zone, which is why pipe specialists have turned to it. For the laser welding process, this means paying special attention to splash behavior and porosity with the assumed speed requirements.
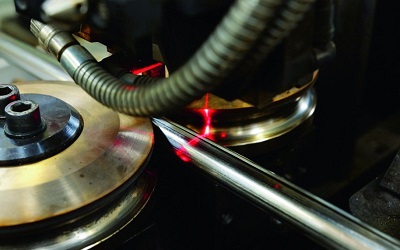
Laser pipe welding system is equipped with a sensor system to identify the position of the welding gap
The high demands placed on these special stainless steel pipes are also reflected in the complexity of the production line. At the first stage of production, the material for the continuous process comes directly from the coil – the individual coils are now welded together using a tungsten electrode in an inert gas shield. After the edge of the stainless steel strip is prepared by scraping, it is passed through a coiler, then it reaches the laser welding zone. The welding process requires locating the laser beam exactly in the center of the weld. In this way, the required welding quality can be achieved.
Exactly at the center of the weld
Rofin’s laser welding system, consisting of an 8 kW CO2 laser and a profile welding system, is equipped with a sensor system for identifying the position of the weld gap, the so-called weld sensor. Thanks to this sensor, even the smallest deviations from the position of the weld gap and welding position are recognized, allowing the laser beam to be accurately aimed, thus ensuring high process safety. Subsequent heat treatment with annealing finally gives an even structure. After final brushing, the weld is no longer visible to the naked eye.
The entire production process on the Vallourec line is controlled by various measuring methods and intelligent process sensors – from the coil to the finished pipe. In the event of quality deterioration, the relevant sections of pipe will be marked, cut out and once again welded together using the orbital method before being wound back onto the coil as continuous pipes. The quality test closes with a pressure test up to 2,000 bar. Finished pipes range in diameter from 16 to 40 mm with wall thicknesses from 1 to 3 mm.
With the manufacture of umbilical supply piping, Vallourec has not only expanded its production program, but has simultaneously developed a new and innovative process for manufacturing this special type of pipe. In doing so, laser welding proved to be the ideal method for providing continuously welded pipes with high corrosion resistance and strength.