When George Lucas introduced laser technology in the form of individual weapons – Jedi knights’ lightsabers – in the movie “Star Wars” forty years ago, none of us dreamed of applying similar technology to the welding of metal materials or plastics. However, scientists were already looking for their use in industry.
Exactly twenty years ago and almost two decades after the release of the STAR WARS movie, the first Scanlab laser systems designed for laser welding using neodymium lasers in CW mode with a high – for the time – power of 2,000 watts were tested at the laser laboratory of the Welding Institute in Munich. The technology of guiding the laser beam by means of mirror systems in galvanometric systems was already being used in laser marking machines at that time, but only in the low power range of several watts. At several hundred times the laser beam power and CW (rather than pulsed) operation mode, the thermal load jump on all systems – both mechanical and optical – was high.
The origins of Remote Welding technology
The main features of Remote Welding technology are the high dynamic range and high speed of laser beam guidance – up to tens of m/s – resulting from the low mass of the mirrors and galvanometer systems.
However, this new, forward-looking (because economical) welding technology required its developers and users to overcome a number of initial difficulties, including. solving the problem of feeding protective gases to the weld face to counteract oxidation of the weld surface, ensuring protection of the guiding area of the focused high-density laser beam from spontaneous interference with its quality by vapors and fumes generated during the welding process, and protecting the final optics from contaminants generated during welding, as well as preventing thermo-optical effects associated with heating of mirror and galvanometer systems leading to focus shift deformation and relocation.
The above-mentioned problems, as well as their causes, should today be considered recognized and, to a large extent, mastered, paving the way for further dynamic development of this technology, including in combination with fiber lasers, industrial robots and vision systems guiding the focus of the laser beam along a preset welding path. It is also fostered by further increases in the thermal stability and dynamics of galvanometer systems offering technologists and engineers a whole new range of technological opportunities.
Development conditioned by universality
The biggest driver of the expansion of Remote Welding technology, however, is the development of fiber lasers. While CO2 laser beam welding requires process gas supplied precisely to the weld zone, in fiber laser welding the issue of supplying process gas no longer plays such a decisive role. In the latter case, it is only crucial to shield the weld face and possibly the weld face from the oxidation reaction. The right process gas mixture also has a significant impact on the form of the weld (its width and depth), as well as the likelihood of pore formation. Thus, industrial lasers with up to 8 kW of power with the ability to guide the beam in fiber optics with diameters ranging from 50 to several hundred microns allow Remote Welding to expand its scope of application to a range of industrial applications not available to CO2 laser welding technology.
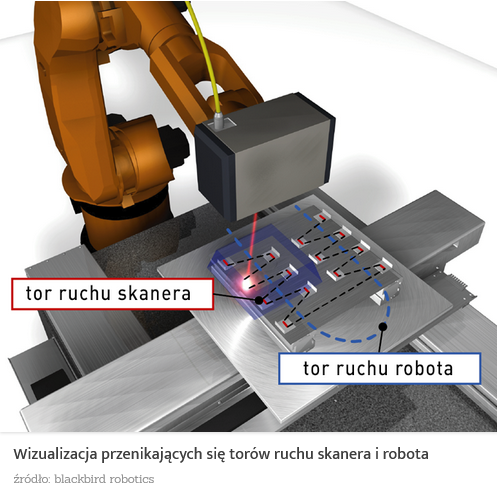
Another factor in the rapid development of this technology is the ability to drive scanners on an industrial robot arm while achieving a large working field. In this case, the key element is the independent control of both dynamic axis systems typically consisting of six robot axes and three scanner axes (X/Y and Z). Although industrial multi-axis robots are used in a variety of industries, the pioneer in the use of dynamic Remote Welding technology – as in many other areas of robotization – is the automotive industry.
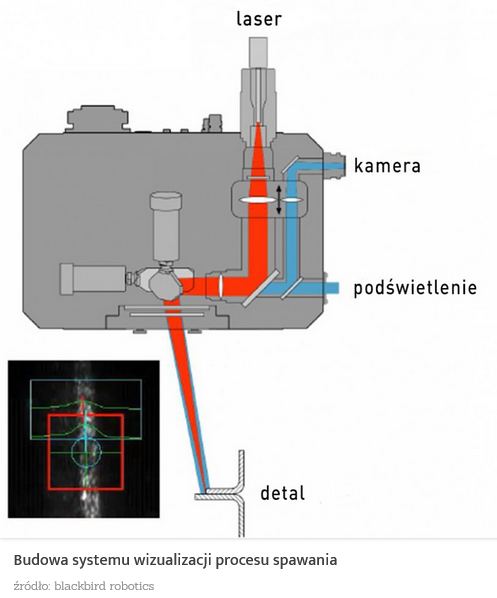
An important criterion for the usefulness of this technology in mass production is also its high degree of automation, enabling both automated beam guidance along a given weld trace and quality control of welding results, including online. Such welding process visualization systems (Figure 4) are based on high-frequency (200-1000 Hz) cameras and specific narrow-band illumination of the welding area. Their range is constantly being improved – as is the assortment of other new features (such as melting depth control).
Modified beam in focus
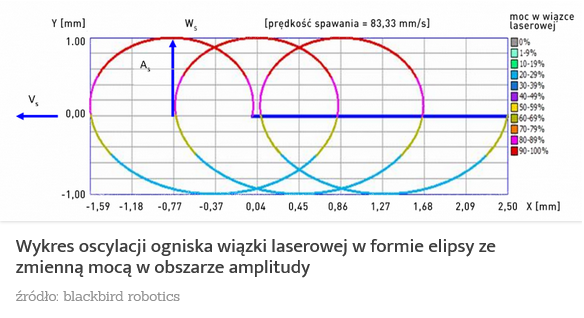
Technologically, current scanner systems offer a wide range of possibilities for modifying the laser beam in focus. They allow the user to shape the geometry (depth and cross-section) of the weld and the heat-affected zone created during the welding process.
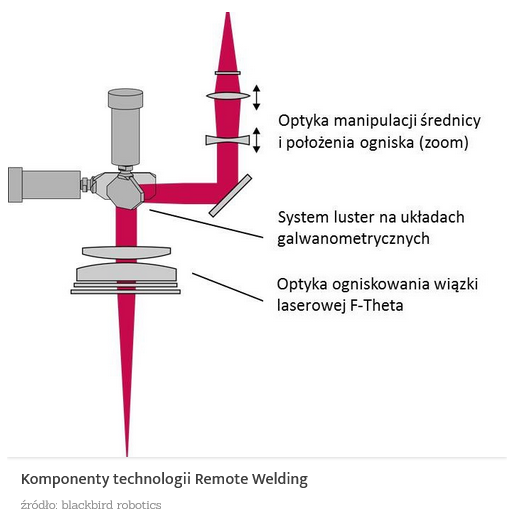
Two main functions of laser beam modification at the focus can be mentioned. First, it allows the focus diameter and its position along the Z-axis to be changed quickly using zoom optics. This is important especially in welding processes of two- or three-dimensional workpieces, where there is a need to quickly adjust the focus to the desired position along the Z-axis. Optical systems with the ability to modify the focus with a magnification of up to 150% of the initial diameter provide optimization of welding parameters – primarily energy density (I = P/A0) – in terms of modeling the melting process of materials.
Two main functions of laser beam modification at the focus can be mentioned. First, it allows the focus diameter and its position along the Z-axis to be changed quickly using zoom optics. This is important especially in welding processes of two- or three-dimensional workpieces, where there is a need to quickly adjust the focus to the desired position along the Z-axis. Optical systems with the ability to modify the focus with a magnification of up to 150% of the initial diameter provide optimization of welding parameters – primarily energy density (I = P/A0) – in terms of modeling the melting process of materials.
Three steps to success
However, in order for the use of this type of technology to bring the desired results, it is necessary to follow several basic rules. First, the welded parts should be characterized by high accuracy and quality repeatability. Despite the possibility of extending the tolerances of the welding process, after all, its tool remains a laser beam with high energy density and small geometric dimensions.
Secondly, the fixture of welded workpieces should be stable both mechanically and thermally, and have adequate accuracy and repeatability. This principle also applies to process stabilization components, including air knives and process gas feeds. The cleanliness of optics, workpiece fixturing and all tooling also has a large impact on process stability.
Third, effective use of Remote Welding technology would not be possible without trained operators with good knowledge of equipment and processes, motivated production engineers, and adequate technical support from laser technology manufacturers.