Inżynieria motoryzacyjna przeżywa dynamiczną transformację. Wykorzystywane do tej pory koncepcje napędów są powoli kwestionowane – te bazujące na spalaniu węgla mają być w przyszłości zastąpione przez przyjazne dla środowiska i neutralne pod względem emisji CO2 formy dostarczania energii. To właśnie przemysł motoryzacyjny po raz kolejny będzie pionierem w rozwoju nowej, dynamicznej technologii.
-Bernard Rzany
Znaczący wzrost liczby urządzeń, maszyn, a nawet pojazdów zasilanych akumulatorami wymusza nowe rozwiązania w technologii produkcji i jej automatyzacji, jak również rozwój nowych koncepcji produkcyjnych. Pierwszym wyborem dla procesów wytwarzania elementów elektrycznych i baterii lub akumulatorów jest technologia laserowa, a zwłaszcza technologia łączenia laserowego z jej innowacyjnymi urządzeniami i systemami.
Mniej odprysków i pęknięć.
Innowacyjne procesy – takie jak spawanie z wykorzystaniem optymalnego rozkładu temperatury w obszarze spoiny, możliwe dzięki zastosowaniu technologii dwóch włókien – otwierają zupełnie nowe możliwości w procesach produkcji z użyciem promieniowania laserowego. Na precyzyjne łączenie, bez pęknięć i odprysków, materiałów miedzianych i aluminiowych oraz materiałów kompozytowych (jak np. SigmaClad), a nawet bez-odpryskowe spawanie blach elektromagnetycznych1 pozwala tzw. technologia laserowa ARM. W tym unikalnym rozwiązaniu dwie wiązki laserowe prowadzone są współosiowo z dwóch światłowodów na układ ogniskowania wiązki laserowej – może nim być konwencjonalna laserowa głowica do spawania, system luster galwo lub też nowo opracowany system ogniskowania zwany SmartWeld+. Jest to głowica spawalnicza na bazie dynamicznych układów sterowania luster galwo.W celu uzyskania dobrej absorpcji energii emitowanej z lasera na spawane metale promieniowanie laserowe wprowadzane jest do światłowodów o bardzo małych średnicach, rzędu 20 μm. W punkcie ogniskowym optyki skupiającej (średnica wiązki w ognisku ok. 20–50 μm) występuje odpowiednio wysoka gęstość energii, której wadą jest wysoki gradient temperatury generowany w szwie spawalniczym od krawędzi do środka szwu. Zwykle prowadzi on do silnych odprysków podczas spawania, zależnie od typu łączonych materiałów. Wadę tę można jednak zniwelować za pomocą regulowanej energii w pierścieniu zewnętrznym lasera ARM, co przynosi pozytywne efekty w postaci znacznie zmniejszonych lub całkowicie wyeliminowanych odprysków. Kolejnym pozytywnym efektem technologii ARM jest znaczne zmniejszenie tendencji do powstawania pęknięć. Wynika to z procesu wstępnego nagrzewania obszaru spoiny, który pozwala na umiarkowane podawanie energii, ale z potrzebną, wysoką gęstością promieniowania laserowego, ważną do wytworzenia głębokiego połączenia laserowego, nawet różnorodnych typów metali. Technologia ta umożliwia spawanie szyn zbiorczych z miedzi i łączenie różnych materiałów, np. aluminium z miedzią i innymi kombinacji metali.
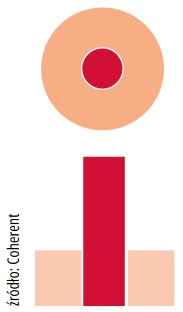
Rys. 1. Rozkład promieniowania laserowego na dwa światłowody: wewnętrzny i zewnętrzny. Tutaj w centrum 100% mocy (energia spawająca). W światłowodzie zewnętrz-nym 40% mocy (energia nagrzewająca materiał).
Kontrolowana emisja energii
Na łączenie różnych materiałów, zwłaszcza blach cienkich, pozwala także optyczny system ogniskowania, który zapewnia dokładne sterowanie emisją energii – jest to głowica spawalnicza SmartWeld+. Uzyskuje się tu podobne efekty jak w przypadku lasera ARM. Dzięki regulowanej emisji energii kontrolowany jest dopływ ciepła do elementów spawanych (blachy) i stopień przetopienia spoiny, co umożliwia uzyskanie jednolitej głębokości spawania i zapewnia stabilny proces (rys. 2). W ten sposób można z powodzeniem łączyć nie tylko materiały tego samego typu, ale też tak różnorodne jak miedź (Cu) i aluminium (Al) czy stal nierdzewna, a także materiały kompozytowe, np. SigmaClad, czyli pięciowarstwowy kompozyt metali składający się z: powierzchni niklowanej, stali nierdzewnej, miedzi, stali nierdzewnej i ponownie powierzchni niklowanej (rys. 3).W porównaniu z konwencjonalnymi metodami łączenia obie opisane metody spawania z wykorzystaniem promieniowania laserowego oferują wiele korzyści, w tym znacznie większe prędkości spawania, a tym samym znacznie krótsze czasy cyklu przypadające na pojedynczy punkt spawania, linię lub powierzchnię. Ponadto wiązka laserowa jako narzędzie nie ulega prawie żadnemu zużyciu – regularnej wymianie podlega jedynie szkło ochronne do optyki ogniskującej, a także diody wiązki laserowej (co kilkadziesiąt tysięcy godzin). Zaletą tych nowatorskich procesów spawania jest też lepszy dostęp narzędzia spawalniczego do miejsca łączenia i bezdotykowość obróbki.W produkcji artykułów wytwarzanych masowo istotne jest zapewnienie odpowiedniej jakości produkcji. Systemy spawania laserowego umożliwiają monitoring i dokumentację parametrów spawania w trybie online. Ostatnio opracowane systemy kontroli jakości rejestrują nawet głębokość przetopienia i są w stanie na bieżąco ją regulować.W związku z szybko rosnącym zapotrzebowaniem na efektywne urządzenia produkcyjne w przemyśle elektrycznym procesy spawania wiązką laserową z pewnością będą się nadal rozwijać. Kolejna rewolucja w sektorze środków transportu zbliża się wielkimi krokami. Już dziś wiadomo, że w przyszłości energia będzie wytwarzana również z czystego wodoru – także tu swoje miejsce znajdą procesy obróbki wiązką laserową, co przyczyni się do zwiększenia efektywności produkcji energii z tego nośnika.
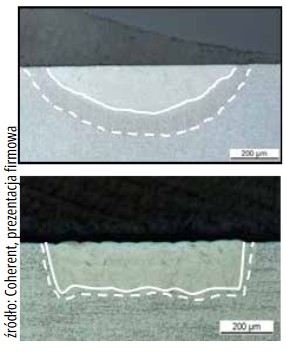
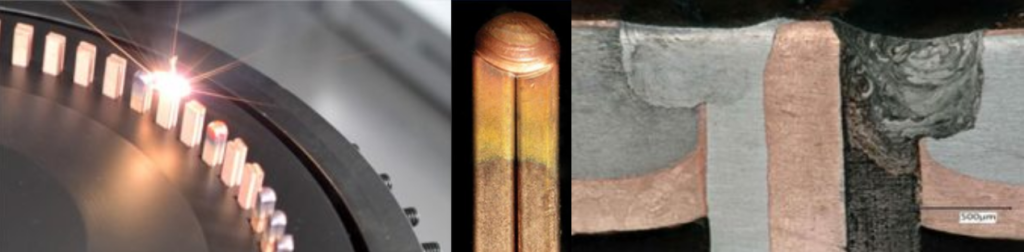
Rys. 2. Góra: Zgład ze standardowego połączenia spawanego okrągłą symetryczną wiązką laserową. Dół: Zgład z procesu spawania systemem SmartWeld+ ze zdefiniowanym polem przetopienia materiałów połączonych.
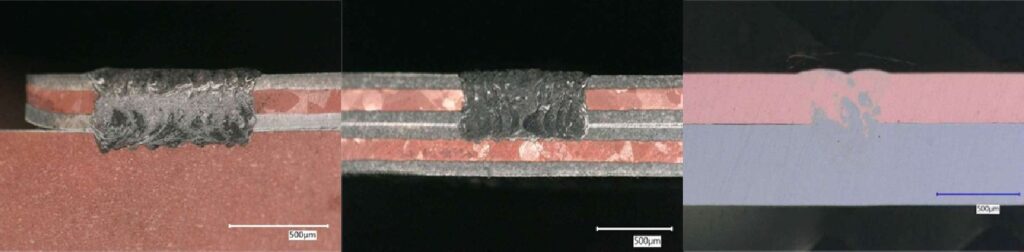
Rys. 3. Zgłady dokładnych połączeń w formie spoiny na zakładkę. Z lewej rys.: SigmaClad z miedzią. Głębokość przetopienia ok. 0,4 mm. Środkowy rys.: materiały typu SigmaClad z SigmaClad. Rys. z prawej pokazuje przekrój połączenia miedzi ze stalą nierdzewną (celki baterii).